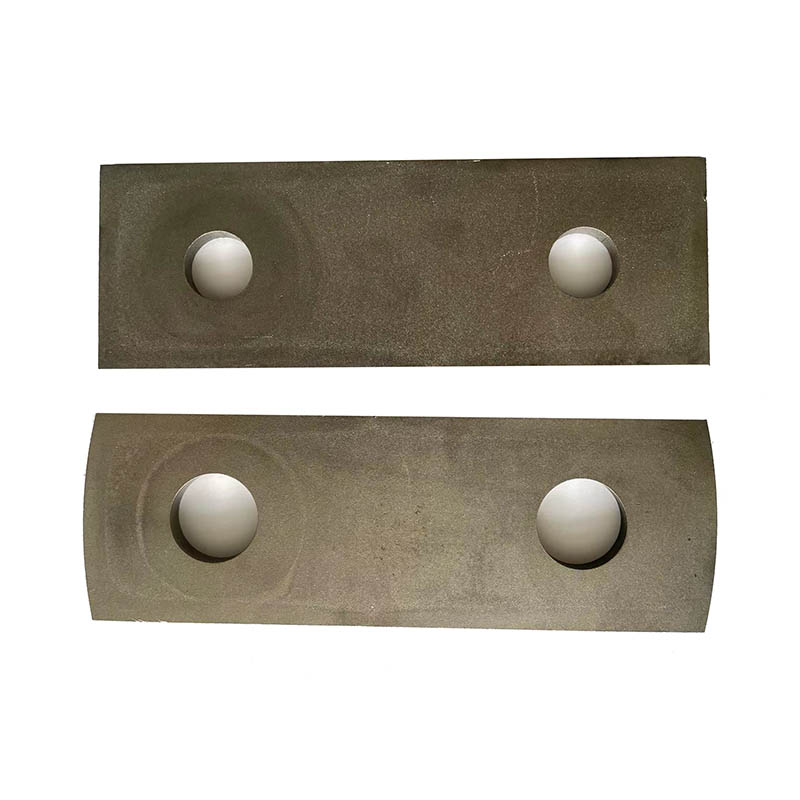
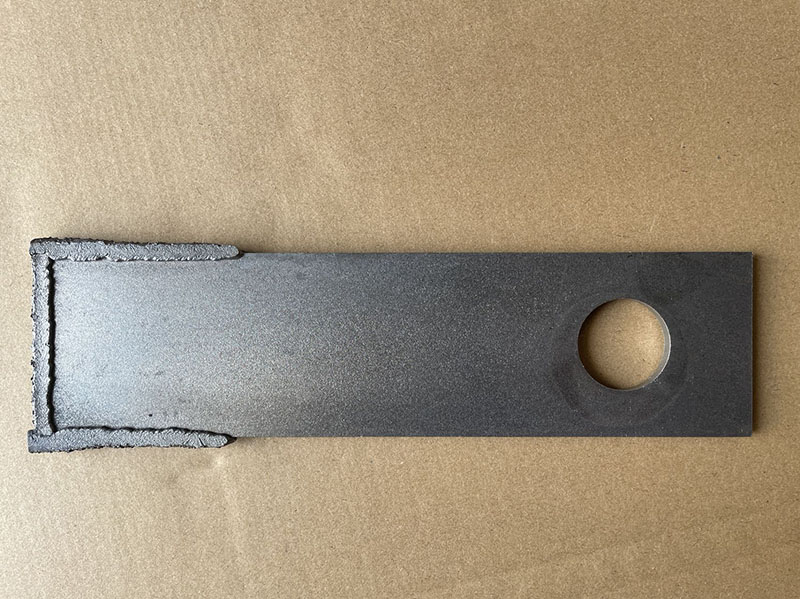
להב פטיש טונגסטן קרביד עם חור יחיד


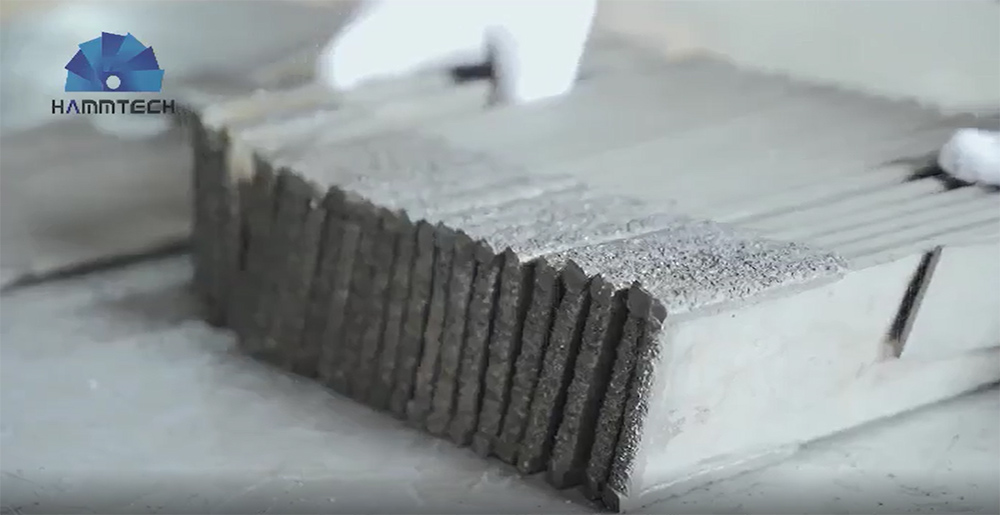
התקשות פני השטח
סגסוגת טונגסטן קרביד מונחת על קצוות העבודה של להב הפטיש, בעובי שכבה של 1 עד 3 מ"מ. על פי תוצאות הבדיקה, חיי השירות של להבי פטיש מסגסוגת טונגסטן קרביד מרותכים מוערמים גבוהים פי 7 ~ 8 מזה של להבי פטיש מרווים בסך הכל של 65Mn, אך עלות הייצור של הראשונים גבוהה יותר מפי שניים.
דיוק עיבוד שבבי
הפטיש הוא חלק הפועל במהירות גבוהה, ודיוק הייצור שלו משפיע רבות על איזון רוטור המכתש. בדרך כלל נדרש שהפרש המסה בין שתי קבוצות פטישים על הרוטור לא יעלה על 5 גרם. לכן, יש לשלוט בקפדנות על דיוק הפטיש במהלך תהליך העיבוד, במיוחד עבור פטישי טונגסטן קרביד, יש להבטיח בקפדנות את איכות תהליך העיבוד. יש להתקין את להבי הפטיש בסטים, והחלפה אקראית בין הסטים אסורה.
כמות וסידור
מספר להבי הפטיש וסידורם על הרוטור של טחנת הפטיש משפיעים על איזון הרוטור, פיזור החומרים בתא הריסוק, אחידות בלאי הפטיש ויעילות המגרסה.
מספר להבי הפטיש נמדד לפי מספר להבי הפטיש ליחידת רוחב הרוטור (צפיפות הפטיש). אם הצפיפות גדולה מדי מכדי שהרוטור יוכל להפעיל את המומנט, החומר נפגע יותר פעמים, ותפוקת הקוט"ש מצטמצמת; אם הצפיפות קטנה מדי מכדי שתפוקת המגרסה תושפע.
סידור להבי הפטיש מתייחס ליחס המיקום היחסי בין קבוצות להבי פטיש על הרוטור ובין אותה קבוצת להבי פטיש. סידור להבי הפטיש הוא הטוב ביותר להשגת הדרישות הבאות: כאשר הרוטור מסתובב, מסלולו של כל להב פטיש אינו חוזר על עצמו; החומר אינו זז לצד אחד בתא הריסוק שמתחת להבי הפטיש (למעט דרישות מיוחדות); הרוטור מאוזן מבחינת כוח ואינו רוטט במהירות גבוהה.

עקרון עבודה
קבוצת להבי פטיש מסתובבת באמצעות הולכת חשמל, ולאחר הגעה למהירות מסוימת, החומר המוזן למכונה יימעך (גדול ושבור קטן), ותחת פעולת המאוורר, החומר המרוסק ייפלט מהמכונה דרך חורי המסך.
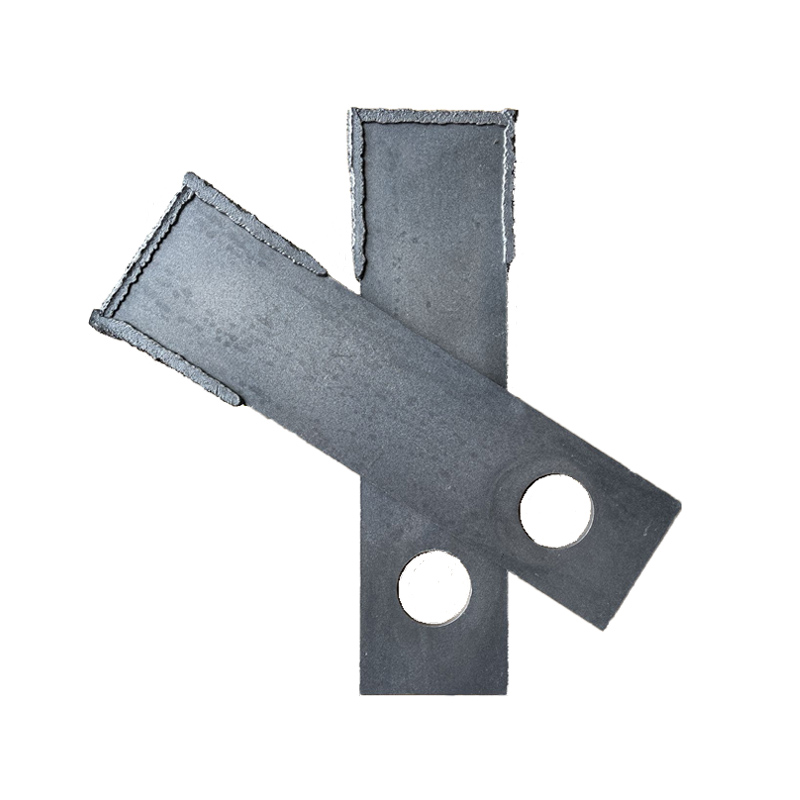
החלפת מוצר
להב הפטיש הוא חלק פעיל של המגרסה שפוגע ישירות בחומר, ולכן הוא החלק הנשחק המהיר ביותר והחלק המוחלף בתדירות הגבוהה ביותר. כאשר ארבע זוויות העבודה של להבי הפטיש נשחקות, יש להחלפן בזמן.